










leave a message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.






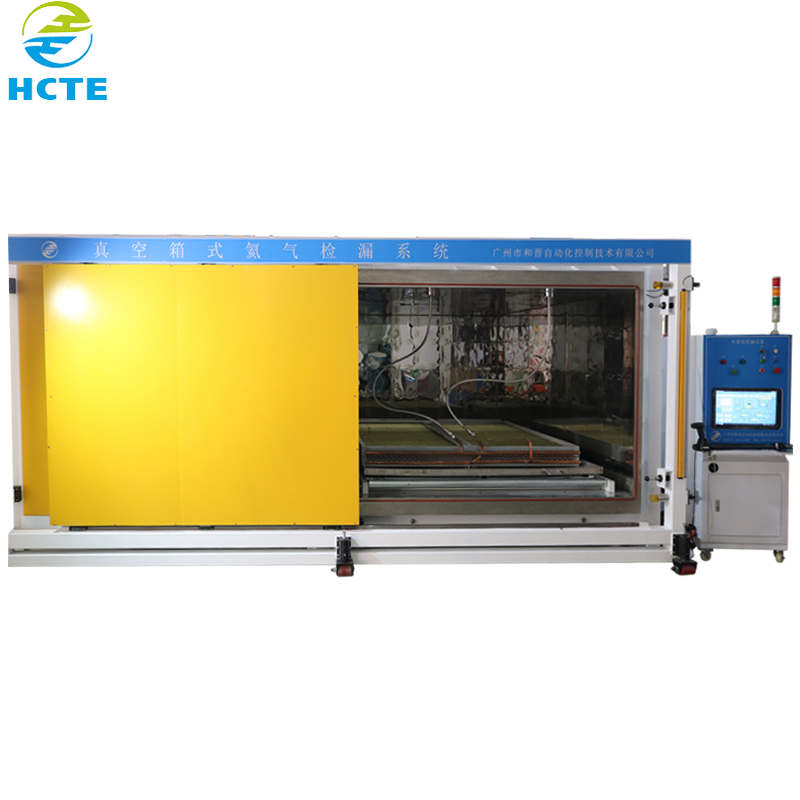
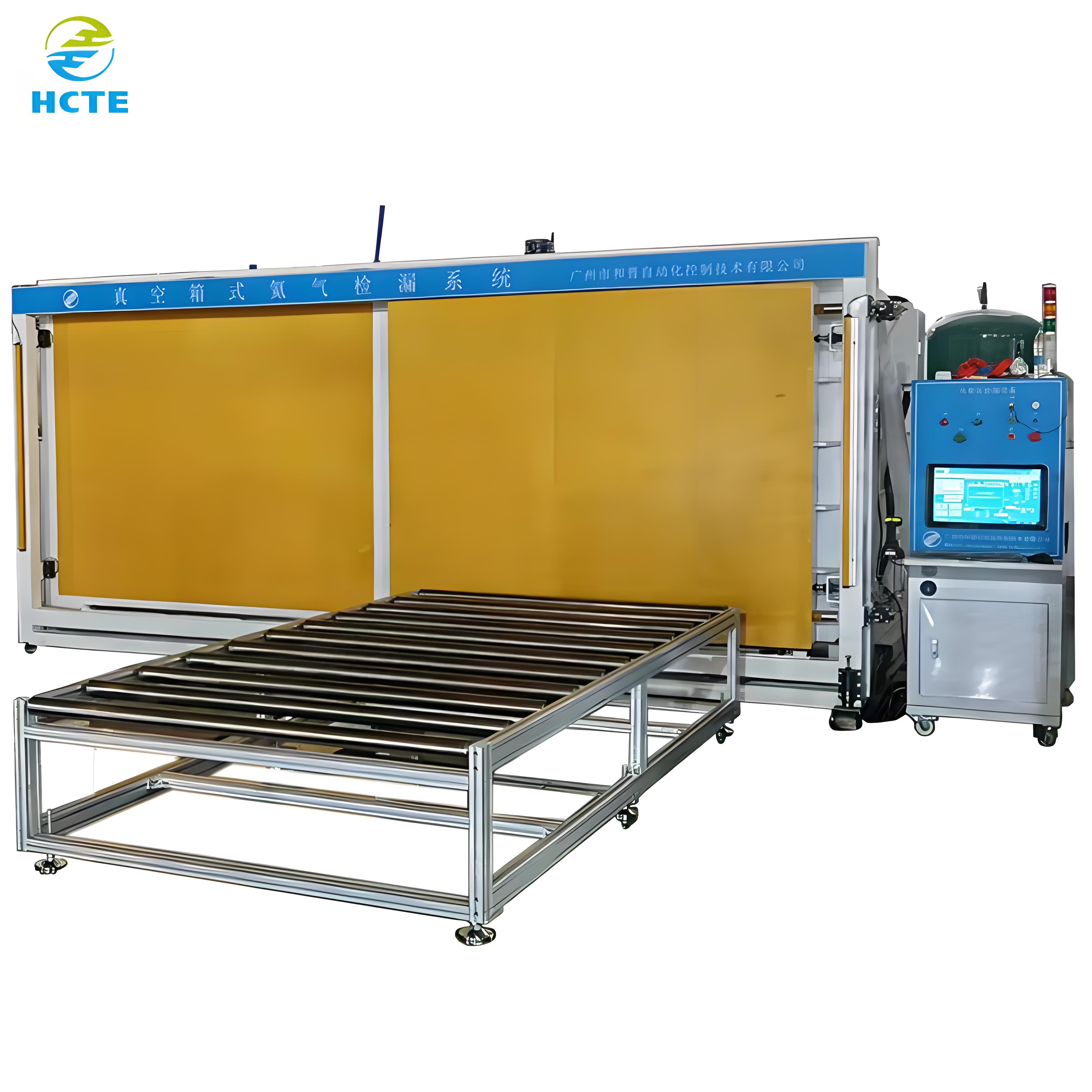
Product Introduction:
The helium recovery machine works in coordination with the vacuum chamber helium leak detection equipment to recover, pressurize, and store helium, which is then supplied to four independently controllable helium leak detection devices.
Brand Name :
HCTECertification :
Calibration Certificate(cost additional)Model Number :
HCTE0101Price :
NegotiableDelivery Time :
90 DaysPayment Terms :
L/C, T/TProduct Features with Vacuum Testing Equipment:
1.Automatic Helium Refill Function:
When the helium concentration within the recovery system falls below the set value, it automatically replenishes helium from an external pure helium cylinder until the helium concentration reaches the preset level.
2.Helium Concentration Monitoring Function:
The recovery system is equipped with a helium concentration monitoring function. If the helium concentration drops below the set value, the system automatically initiates the refill function. If the refill is insufficient within the specified time, the system automatically triggers an alarm.
3.Filtering Function:
One or multiple stages of filters are installed at the outlets of the storage tank, evacuation pump, and air compressor to ensure high-reliability filtration.
Product Parameters:
|
Dimensions |
2200X2000X2500mm |
|
Helium Recovery Rate |
≥90% |
|
Uptime Ratio |
≥99% |
|
Energy Consumption |
10KW |
|
Concentration Range |
50%-90% Adjustable |
|
Concentration Accuracy |
±5% |
|
Output Pressure |
0.05-0.25MPa Adjustable |
|
Helium Recovery Time |
≤3S |
Hot Tags :









































We Provide you with industry leading test equiment
Address : 10 anson road #27-18 international plaza Singapore
E-mail : sales@isoautotest.com










